8.05.2018
W poszukiwaniu recepty na zużywające się części

Zużycie powierzchni części roboczych, takich jak szczęki, stożki czy młotki w urządzeniach kruszących jest powszechne i jak dotąd nie wymyślono sposobu na całkowite powstrzymanie tego procesu. Nauczono się jednak minimalizować wpływ poszczególnych zjawisk zachodzących podczas pracy. Czynniki te można podzielić według poniższych kategorii:
RODZAJ KRUSZARKI:
- praca udarowa,
- praca zgniatająca,
- praca szlifująca,
- prędkości w komorze.
WŁAŚCIWOŚCI MATERIAŁU:
- abrazyjność,
- twardość,
- kruchość,
- kształt,
- uziarnienie wsadu,
- uziarnienie produktu,
- właściwości korozyjne.
CZYNNIKI ŚRODOWISKOWE
- temperatura,
- wilgotność.
Aby lepiej zrozumieć sam proces degradacji powierzchni w komorze kruszącej powinniśmy skupić się na dwóch podstawowych przyczynach, czyli na zużyciu zmęczeniowym i zużyciu abrazyjnym.
Zużycie zmęczeniowe
Wynika przede wszystkim z liczby cykli oraz amplitudy sił, na które mamy wpływ dobierając typ urządzenia kruszącego (przykład: kruszarki udarowe z reguły mają kilkukrotnie większe obroty niż kruszarki szczękowe). Na samą trwałość zmęczeniową mają również wpływ takie czynniki jak rodzaj obróbki plastycznej (odlew/odkuwka), obróbka termiczna, właściwości (wytrzymałość na rozciąganie wzdłużne/poprzeczne), moduł Younga, mikrostruktura materiału oraz ilość i rodzaj karbów itp. Ogół czynników jest na tyle skomplikowany, że trudno go odnieść prostymi wskazówkami do wybranych aplikacji.
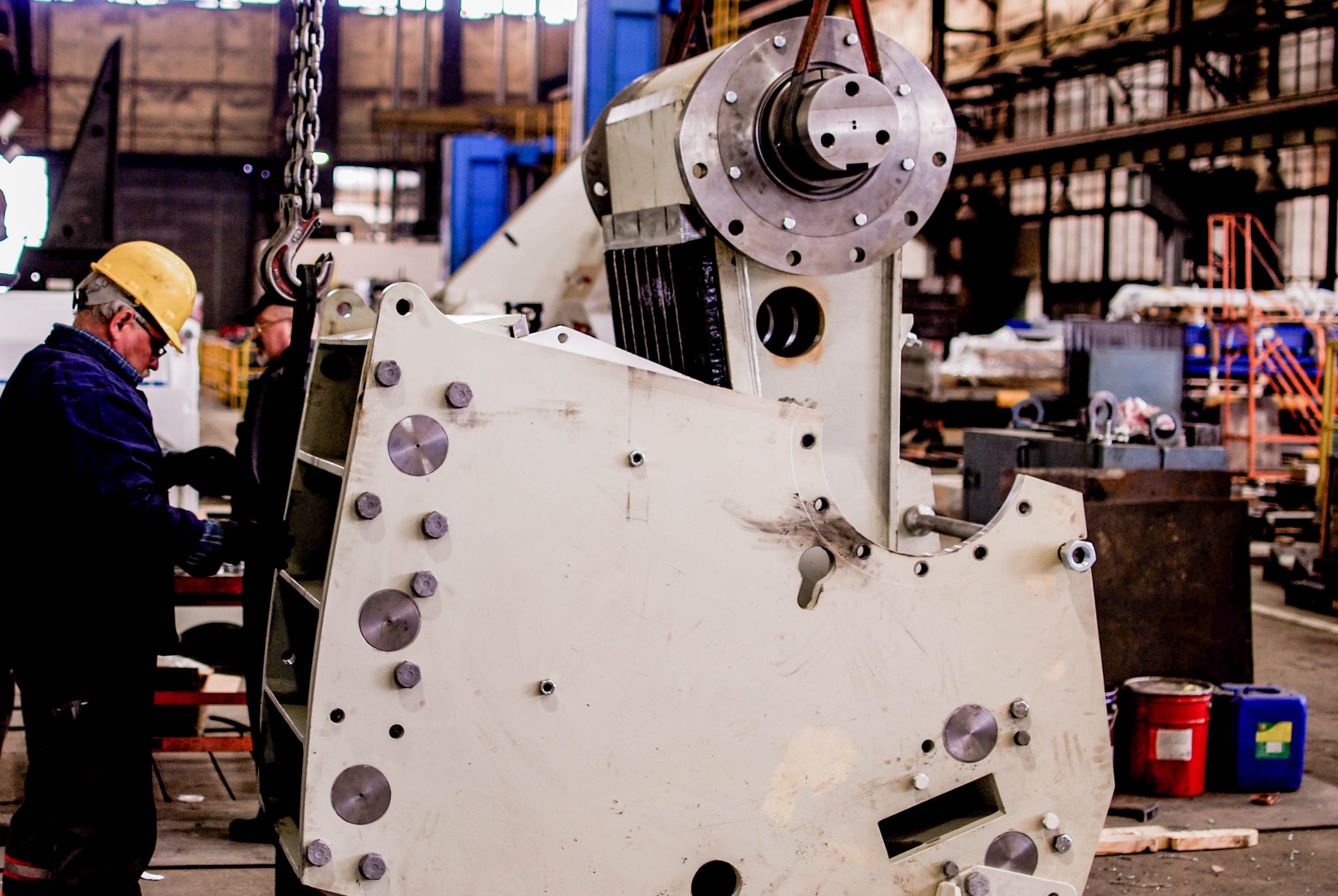
Zużycie abrazyjne
Dzielimy je na trzy podstawowe typy:
żłobienie – charakteryzujące się dużymi bryłami i naciskami

szlifowanie – charakteryzujące się małymi bryłami i dużymi naciskami
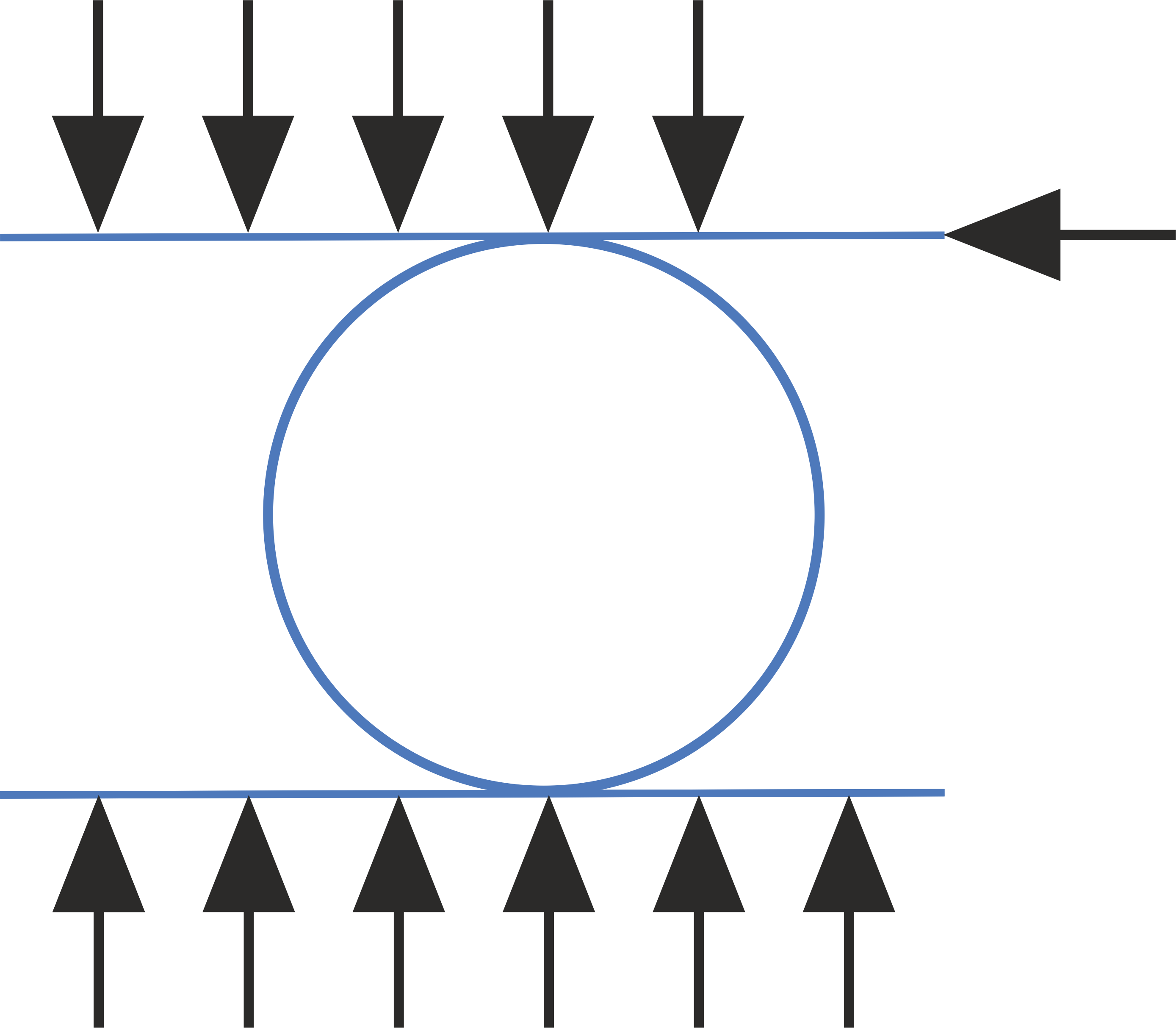
zadrapywanie – charakteryzujące się małymi bryłami i brakiem nacisków
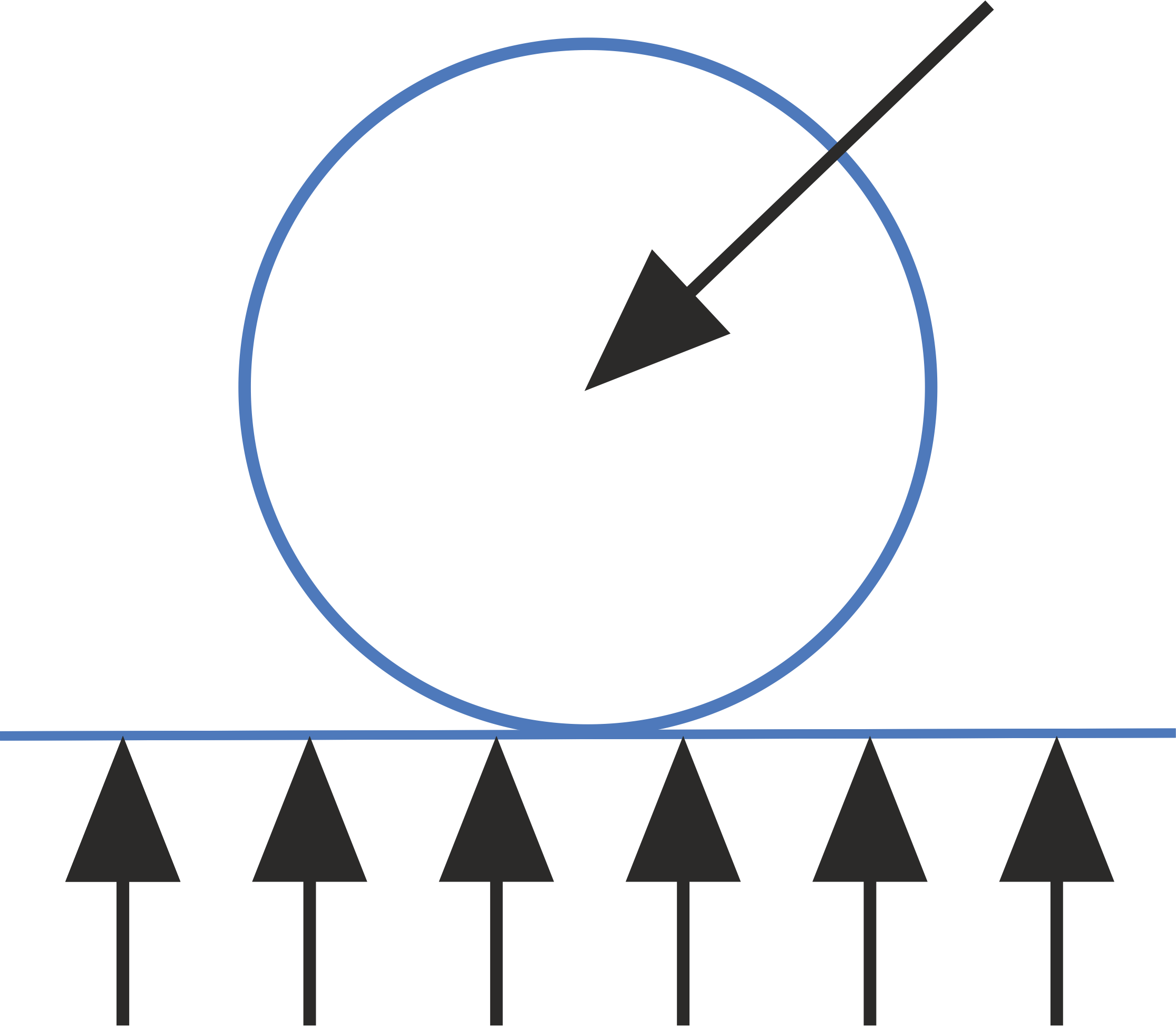
Pierwszy typ jest częściej spotykany w kruszarkach wstępnych, drugi i trzeci we wtórnych, a trzeci jest typowy dla kruszarek wtórnych udarowych. Zużycie zależy również w dużym stopniu od abrazyjności materiału, do określania którego służy min. francuski indeks abrazyjności.
INDEKS ABRAZYJNOŚCI – g/Mg:
PRZYKŁADOWE INDEKSY SKAŁ:

Gdy już znamy rodzaje zużyć, warto zapoznać się z podstawowymi materiałami stosowanymi na części szybko zużywające się.
Austenistyczne stale wysoko mangamowe (Stal Hadfielda)
Słynna ze swojego utwardzania podczas pracy, w stanie ulepszonym cieplnie, posiada twardość tylko 220-250HV. Podczas pracy typowo ściskającej lub udarowej z dużym wsadem, wierzchnia warstwa o grubości 10-15mm potrafi utwardzić się nawet do 600HV, a przy pracy udarowej z małym wsadem wstępnie skruszonym osiągać będzie wartość 350-500 HV. Wierzchnia utwardzona warstwa w połączeniu z niezmiennym korpusem tworzy swoisty kompozyt o elastycznym i wiąskim rdzeniu z bardzo twardą powłoką.Stop ten świetnie radzi sobie ze żłobieniem.
Makrum w zależności od aplikacji oferuje stale o różnej zawartości manganu: od 13% do 22 % wraz z innymi dodatkami stopowymi:
HAD-STANDARD(L120G13),
HAD-SPECJALNA,
HAD-PREMIUM.
Martenzytyczne stale wysoko chromowe
Są to stale niemagnetyczne o podwyższonej zawartości chromu wraz z innymi dodatkami stopowymi. Charakteryzują się średnią udarnością oraz podwyższoną twardością. Są zalecane wszędzie tam, gdzie nie możemy zapewnić separacji elementów metalicznych ze wsadu oraz w urządzeniach, w których nie występuje duże ściskanie, a ze względu na aplikacje wymagana jest podwyższona odporność abrazyjna. Bardzo ważnym parametrem jest odpowiednia obróbka cielna, bez której materiał nie będzie sią znacząco różnił od standardowych stali konstrukcyjnych.
Makrum w zależności od aplikacji oferuje stale o różnej zawartości chromu wraz z innymi dodatkami stopowymi:
SM-STANDARD,
SM-SPECJALNA,
SM-PREMIUM.
Żeliwo Białe
Jest najtwardszym materiałem stosowanym w aplikacjach kruszących. Bardzo wysoka twardość pozwala skutecznie pracować z materiałami abrazyjnymi. Należy również pamiętać, że z bardzo dużą twardością wiąże się bardzo mała udarność, dlatego koniecznie musimy zapewnić separację zanieczyszczeń metalicznych we wsadzie oraz pamiętać o tym, aby nie stosować w aplikacjach wstępnie kruszących dużych brył – orientacyjnie w zależności od materiału będzie to około 400mm.
Makrum w zależności od aplikacji oferuje stale o różnej zawartości chromu wraz z innymi dodatkami stopowymi:
ZB-STANDARD,
ZB-SPECJALNA,
ZB-PREMIUM.
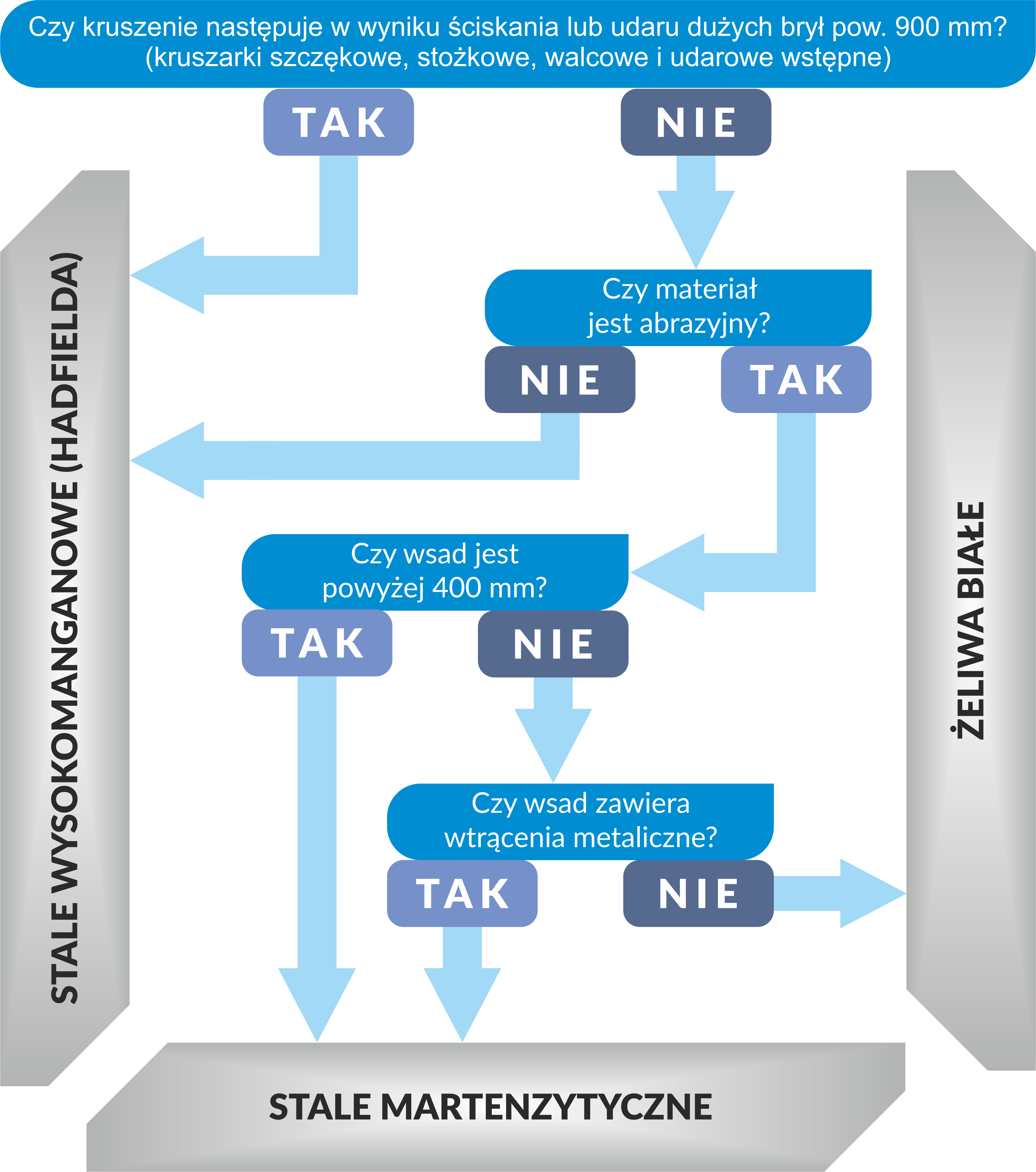
Podstawowe zależności można przedstawić za pomocą prostego algorytmu doboru materiału:
Jeśli potrzebujecie więcej informacji - zapraszamy do kontaktu.